Detta beror i grund och botten på det vridmoment din steg kan producera ! Stepper med högt vridmoment (ju större steghöjd desto kraftfullare steg) kan skjuta glödtråden med mycket mer kraft än en stegmotor med mindre vridmoment. För att öka vridmomentet använder du ett utväxlingsförhållande för att minska hastigheten. Eftersom vridmoment och hastighet är omvänt proportionellt fördubblas en minskning med hälften av varvtalet vridmomentet.
Om din stegmaskin är tillräckligt kraftfull kan du använda en direktdrift (ingen växling) för att skjuta glödtråden. Men om du vill att samma steg ska flytta glödtråd med större diameter kanske du inte har tillräckligt med vridmoment för att göra det. Detta innebär att du måste öka vridmomentet genom att använda en växelreduktion. Användning av extrudrar med direktdrivning kräver sålunda högt vridmoment och därmed stegmotorer med hög massa, vilket medför att massan av hotendevagnen ökar avsevärt. Att använda stegmotorer med mindre vridmoment (kallas ofta pannkakstegare på grund av sin reducerade höjd) för sådana applikationer ses ofta tillsammans med en växelreduktion. En nackdel med att minska hastigheten är att du också minskar den maximala utskriftshastighetsförmågan eller filhastigheten för maxhastighet. För att minska hastigheten kan du använda en växelreduktion med hjälp av växlar eller använda remskivor och remmar. En stor fördel med en bältesreduktion är att den fungerar utan mycket mindre buller än att använda kugghjul.
Låt oss anta att du har ett steg som är tillräckligt kraftfullt och vill strängpressa filament av tjockare diameter. Följande riktlinjer kan användas för att beräkna utväxlingsförhållandet. Även om du uttrycker värdet i ett verkligt vridmoment kan du arbeta dig tillbaka för att beräkna reduktionsväxeln för en pannkakstegare som du skulle använda för att ersätta din nuvarande X-värde-vridmoment, som är kvar som en övning.
Från 1,75 mm till 2,85 mm
Under antagandet att kraften som munstycket utövar på byggplattan ( $ F_n $ ) är konstant för olika typer av filamentstorlek, skulle du kunna beräkna kraftförhållandet för extrudern ( $ F_ {e} $ ) och munstycket med vilken filamentdiameter som helst med hjälp av trycket i munstycket med:
$$ p = \ frac {F} {A} $$
Var, $ p $ är trycket, $ F $ styrkan och $ A $ området.
$$ p = \ frac {F_e} {A_e} = \ frac {F_n} {A_n} \\ F_n = F_e \ frac {A_e} {A_n} = F_ {e_ {1.75}} \ frac {\ frac {1} {4} \ \ pi \ d_ {1.75} ^ 2} {\ frac {1} {4} \ \ pi \ d_ {n} ^ 2} = F_ {e_ {2.85}} \ frac {\ frac {1} {4} \ \ pi \ d_ {2.85} ^ 2} {\ frac {1} {4} \ \ pi \ d_ {n} ^ 2} $$
Där $ d $ anger en diameter på munstycket eller glödtråden. Prenumerationer $ e $ och $ n $ betecknar strängsprutan respektive munstycket.
Observera att kraften som alstras av strängsprutan härrör från stegmomentet $ \ tau $ direkt, eller genom en växellåda (utväxlingsförhållande $ R_ {gear} $ ):
$$ \ tau_ {e} = R_ {gear} \ times \ tau_ {stepper} $$ Observera, ett utväxlingsförhållande på 1 betecknar direktdrift.
Kraften beräknas sedan genom att dela vridmomentet med radien ( $ r $ ) av extruderutrustningen:
$$ F = \ frac {\ tau_e} {r} $$
Att kombinera ekvationer ger oss:
$$ \ begin {align *} &1.75 \ {filament} \ \ Rightarrow F_n = \ vänster (\ frac {1 \ times \ tau_ {stepper}} {r_ {e_ {1.75}}} \ höger) \ frac {d_ {1.75} ^ 2} {d_ {n} ^ 2} \\
&2.85 \ {filament} \ \ Rightarrow F_n = \ left (\ frac {R_ {gear} \ times \ tau_ {stepper}} {r_ {e_ {2.85}}} \ right) \ frac {d_ {2.85} ^ 2} {d_ {n} ^ 2} \ end {align *} $$
Som kan skrivas om till:
$$ R_ {gear} = \ frac {d_ {1.75} ^ 2} {d_ {n} ^ 2} \ times \ frac {d_ {n} ^ 2} {d_ {2.85} ^ 2} \ times \ frac {r_ {e_ {2.85}}} {r_ {e_ {1.75}}} $$
Observera att varje $ d_ {n} ^ 2 $ är tillämplig på sprutmunstyckets storlek. För liknande munstycksstorlekar upphävs termen $ d_ {n} ^ 2 $ : $$ R_ {gear} = \ frac {d_ {1.75} ^ 2} {d_ {2.85} ^ 2} \ times \ frac {r_ {e_ {2.85}}} {r_ {e_ {1.75}}} $$
Detta innebär att om du går från 1,75 mm till 2,85 mm glödtråd, för exakt samma strängsprutningsväxelradie (vilket inte är troligt eftersom du förmodligen behöver en annan strängsprutningsväxel / hålskruv som rymmer filamenten med större diameter), utväxlingen är $ 1: 2,65 $ och därför måste du minska hastigheten därefter.
Anledningen till att du ser olika utväxlingsförhållanden kan inte bara förklaras av skillnader i strängsprutningsväxlar / hålbultdiameterskillnader, men också i stegmomentvärden.
För 3 mm glödtråd kommer förhållandet att vara i storleksordningen $ 1: 2,94 $ för motsvarande strängsprutningsradier och återanvändning av samma steg.
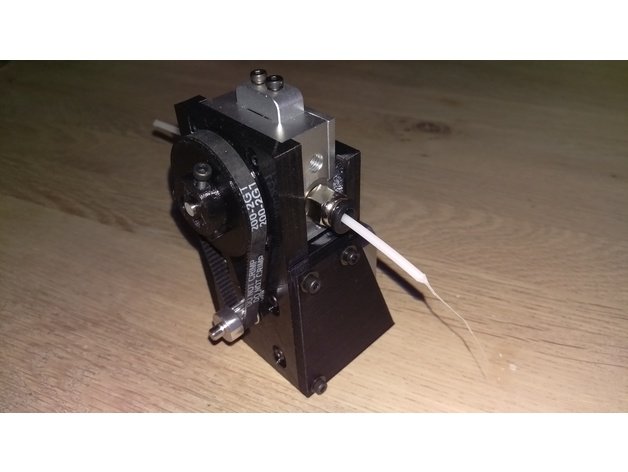
En liknande beräkning visar att för ett 0,2 mm munstycke på en 2,85 mm filamentsträngsprutare krävs ett utväxlingsförhållande på $ 1: 5.3 $ . Detta "extra utrymme" för extra vridmoment för att passa mindre munstycken förklarar också de större reduktionsväxlarna. Vad som är optimalt definieras inte bara av munstycksstorleken och glödtrådsdiametern utan är mycket beroende av stegmotorn och det vridmoment det kan producera. Reduktioner i redskap bör begränsas så att de inte minimerar den totala utskriftshastigheten eller orsakar problem med indragning (detta senare upplevde jag själv, en för hög indragningshastighet fick steget att missa steg på min specialdesignade 1,75 mm till 2,85 mm bulldog extruderkonvertering. Jag använder en $ 1: 4 $ hastighetsminskning för att producera tillräckligt med vridmoment med ett steg som normalt används för direktdrift (på 1,75 mm Observera att inom bulldogshuset i aluminium används en extruderväxel av olika storlek för att rymma filamenten med större diameter: